
15358968703
欢迎来到云轧钢官方商城!

二十辊可逆式冷轧机组的优势及存在的问题
2022-08-22
二十辊可逆式冷轧机组拥有工作辊直径小、轧机机架刚性大等优势,在不锈钢、硅钢、合金钢、合金材料等冷轧领域,得到了广泛的应用。特别是随着我国国产冶金设备科技的迅速发展,二十辊可逆式冷轧机组已悄然进入不锈钢钢生产领域,用于高精度生产极簿钢带。关于二十辊可逆式冷轧机组...

高速线材在轧制过程中产生堆钢的原因及处理
2022-08-08
1前言首钢股份公司第一线材厂生产线设备仿摩根五代轧机设计,国内厂家生产,该生产线最大稳定轧制速度为88m/s。全线由28架轧机组成,粗、中轧共14架,预精轧4架,为平立交替布置,精轧机10架为顶交45°布置,精轧机后无减定径机组,直接是夹送辊及吐丝机。...

HRB400、HRB400E、HRB500钢筋轧钢控制要点
2022-08-08
一、原料的准备1、上料班组做好转炉HRB400-HRB500钢坯的分类堆放及标识工作,杜绝混号。2、对于掉队坯要单独存放,不得混入其它炉号。3、在炉内钢坯要用要用耐火砖做好隔离工作,并记录好前后顺序和数量。二、钢坯的加热1、钢坯加热严格按照加热制度加热,预热段...
冷轧轧制油的选择及原理
2022-07-21
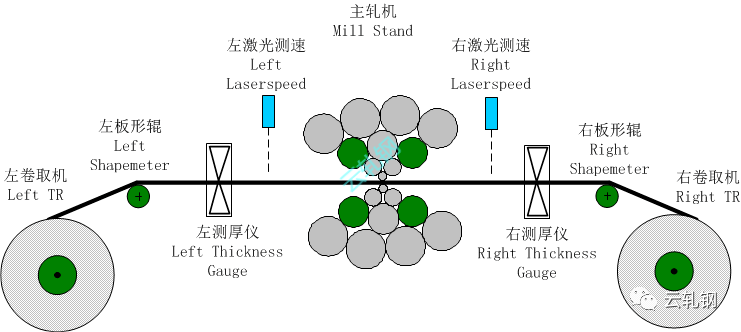
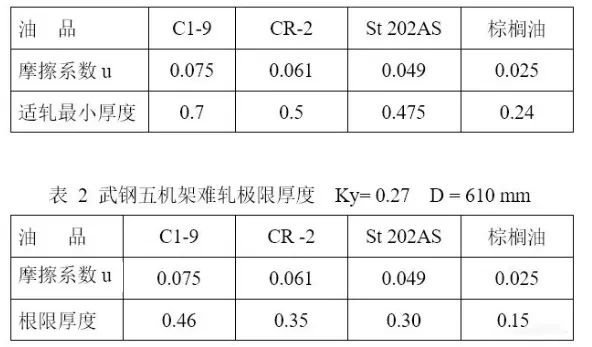
1.前言冷轧轧制选择轧制油是否正确,直接影响到轧机的产量和质量.特别是新建的轧机,必须选择合适于轧机特点的冷轧油,才能满足轧制规范和后部工序的要求.本文根椐武汉钢铁公司冷轧厂五机架轧机,HC轧机及宝钢五机架连轧机组的一些经验和数据,提出适合于循环系统的冷轧轧制...
轧钢加热炉降耗提效技术研究
2022-07-07
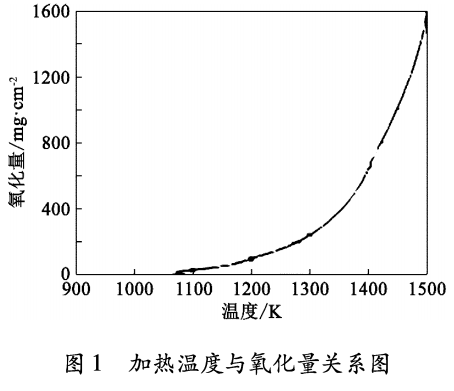
加热炉是钢铁行业生产环节中重要的热工设备,在轧钢生产中占有十分重要的地位,其能耗占钢铁工业总能耗的6%。加热炉的主要任务是在保证加热工艺要求的前提下,将钢坯加热到要求的温度,并尽可能减少燃气和电能的消耗,降低排放物对环境的污染。文章对加热炉的智能控制技术进行了...

吐丝机与夹送辊
2022-07-05
夹送辊电流限幅值调节的作用通过夹送辊电流限幅值的调节,可以改变夹送辊在夹持过程中的工作状态及夹送辊夹持能力。应控制其产生的夹持力小于压下力与摩擦系数的乘积,以使夹送辊圆周速度与线材速度之间的准确匹配,从而保证良好的吐丝质量。夹送辊的速度设定及其技术要求夹送辊的...

基于兴澄特钢4300mm中厚板轧机机械压下的装置问题解析
2022-07-04
摘要:在当今社会中,钢铁是一种非常重要的材料,在很多领域当中,都有着广泛的应用。以兴澄特钢为例,4300mm中厚板轧机的机械压下装置存在着一定的问题,对钢厂生产效率产生了一定的影响。基于此,本文首先对兴澄特钢4300mm中厚板轧机机械压下装置的结构原理进行了介...

吐丝机圈型分析及控制措施
2022-06-30
【摘要】:吐丝机是高速线材生产的关键设备,本文从吐丝机的吐丝原理入手,分析了吐丝过程中影响圈型的主要因素,并提出了控制圈型的措施。【关键词】:吐丝机、吐丝管、夹送辊一、前言70年代线材生产出现了450悬臂式高速无扭线材轧机和斯太尔摩擦控制冷却线。这两项新技术的...

钢铁厂安全操作规程汇总
2022-06-28
装配工安全操作规程1.工作前应先检查工具和及其用具是否完整,经检查后方可进行工作。2.装配一定要按装配工艺流程进行装配,对组装前的零部件进行认真清点和复核。3.合理选择装配工具和设备。4.密封面的研磨一定要注意安全,衣袖要扎紧,大的工件一定要将工件压紧,方可操...

导卫装配工操作规程
2022-06-27
一、标准及参数:1.各架次导卫盒、导卫付、导辊、耐磨板、鼻锥等导卫组件的选择应严格遵守导卫布置表。2.滚动导卫两导辊装配宽度尺寸,按照轧制表提供的各架次轧件尺寸进行控制,粗中轧滚动导卫内侧宽度可比轧件宽度大0.5mm,精轧、减定径滚动导卫内侧宽度应与轧件尺寸相...

轧钢调整培训专业教材汇总
2022-06-27
辊缝的调整辊缝调整的正确与否直接影响轧制过程的稳定,也决定了轧件出口的尺寸。辊缝调整质量的判断依据是:轧制过程平稳,轧件尺寸合格,轧件形状正常和压下量分配均匀。具体操作有三项:①轧制一定量后补偿轧槽磨损的辊缝调节(补偿调节)。②依据轧件尺寸和所轧钢材或工艺参数...

精轧调整工工艺技术操作规程
2022-06-25
1.精轧机是高线车间的关键部位,技术要求工艺纪律比其它机组有明显区分,时刻保持高度警戒;2.调整工首先应准备好精轧机所需要的卡尺、样棒等专用工具,熟悉掌握各项操作要求;3.调整工在预调各架次的进口滚动导卫时,首先用样棒插入导轮之间,使两滚轮能够轻松转动松紧度正...

实时汇聚核
心行业动态
 15358968703
15358968703
实时汇聚核心行业动态
15358968703